
Эта сталь поступает на промышленные предприятия в виде поковок, проволоки, лент, полос, толстых и тонких листов, калиброванных и шлифованных прутков – словом, практически в любом виде фасонного сортового проката, используемого на производстве. Высокие свойства прочности, твердости и износостойкости позволяют использовать сталь 40 марки в изготовлении труб и крепежных деталей, поковок и дисков, валов и фланцев, роторов и втулок, а также зубчатых колес, которые рассчитаны на длительной службы и способны работать в условиях повышенных температур (но не более 425оС).
Сталь 40: химический состав и механические характеристики
К 97-процентной основе из железа (Fe) в данном сплаве добавляется 0,37-0,45% углерода. Основным улучшающим элементом здесь служит марганец – 0,5-0,8%. Остальные химические составляющие представлены в следующих пропорциях:
- Si – 0,17-0,37%
- Cu – не более 0,3%
- Cr – не более 0,25%
- Ni – не более 0,25%
- As – не более 0,08%
- P – не более 0,035%
- S – не более 0,035%
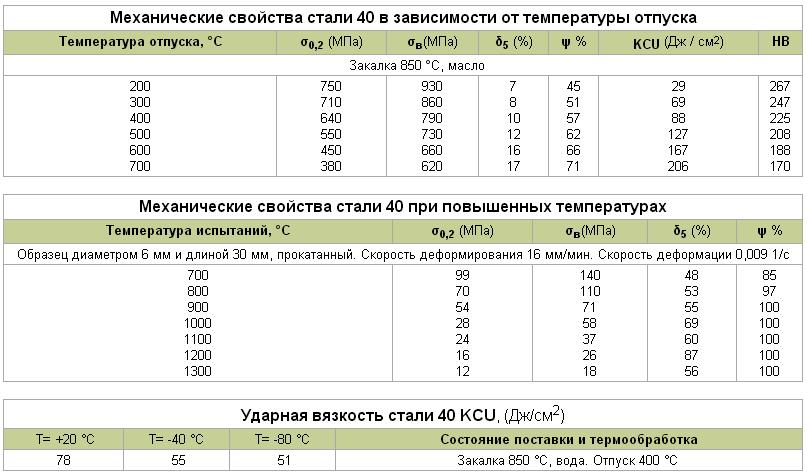
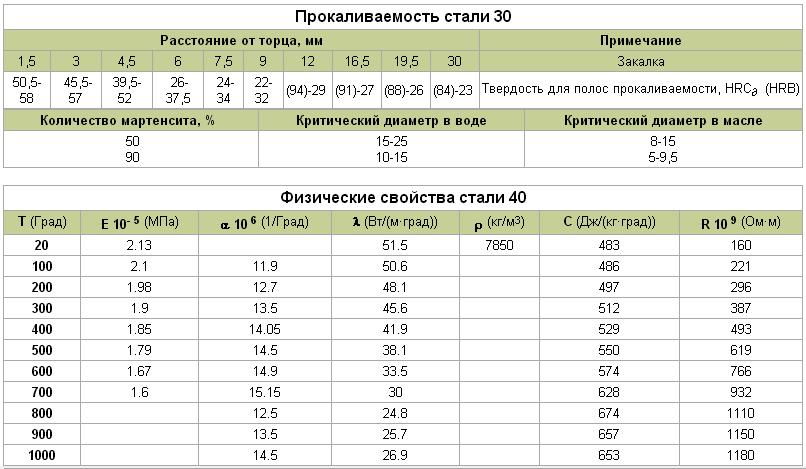
При чётком соблюдении технологии выплавки твердость данного сплава может достигать HB 10-1=187МПа. Согласно ГОСТу, 40 марка является не склонной к отпускной хрупкости и не чувствительна к образованию флокенов. Прочие эксплуатационные и механические свойства стали 40 марки можно найти в таблицах:
Сварка стали 40х
Этот сплав принадлежит к категории ограниченно свариваемых. Оптимальными способами сварки станут применение ЭШС, РДС, а также АДС, выполняемая под газовой защитой и с флюсом. Недостаточная свариваемость частично может быть компенсирована предварительным подогревом соединяемых кромок, а также последующей термообработкой.
При выполнении электрошлаковой сварки (ЭШС) сплав 40 марки соединяют двумя электродными проволоками типа Св-10Г2 d=3мм, используя скорость подачи в 140-150 м/ч. В полученном шве концентрация углерода будет составлять всего 0,25-0,27%, однако это нисколько не уменьшит прочностные характеристики материала шва, поскольку они будут превышать аналогичный показатель основного металла, взятый из ГОСТ 1050-74. Вместе с тем, будет иметь место значительное уменьшение ударной вязкости непосредственно в зоне плавления, поскольку на участках перегрева станет происходить укрупнение зерна. Выполнив нормализацию сварного соединения в соответствии с технологией, ударную вязкость можно повысить до 40 Дж/см2.

Серьезным препятствием к применению электрошлаковой сварки сплава 40 марки может стать появление микротрещин. Причина тому кроется в большой скорости подачи электродной проволоки, а также неблагоприятном сочетании пониженной технологической прочности стали и временного напряжения растяжения металла. Справиться с проблемой поможет предварительный подогрев свариваемых поверхностей, а также использование пониженной скорости подачи проволоки и повышенного напряжения. Кроме того, замечено, что сталь 40 и 40х сваривается лучше всего при повышенном вылете проволоки.